1 / 5
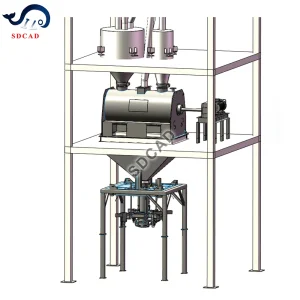
The electrical vacuum conveyor is a dust-free feeder for powder and granules. It delivers materials automatically to hoppers, bagging machines, mixers, mills, and vibratory screeners to minimize dust spills during charging. It is an essential solution for pharmaceutical and food plants requiring clean production environments.
Typical Application: Ideal for high sanitation or dust-restricted conditions, including the conveying of powders, granules, tablets, and capsules.
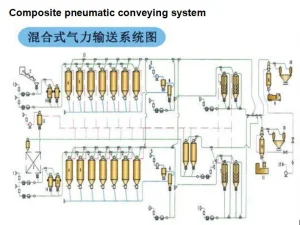
Working Principle: Powered by compressed air based on the Venturi principle, the system generates a vacuum. Materials are sucked into the pipeline, forming a stream that travels to the hopper. A filter separates materials from the air. The controller manages suction and emptying cycles automatically, ensuring a seamless material flow into the receiving vessel.

| Model | Max. Capacity (kg/h) | Power (kW) | Air Consumption (NL/min) | Overall Size (mm) |
|---|---|---|---|---|
| ZKS-1 | 200~400 | 1.5 | 8 | ø290x1040 |
| ZKS-2 | 300~600 | 2.2 | 10 | ø290x1040 |
| ZKS-3 | 400~1200 | 3 | 10 | ø290x1010 |
| ZKS-4 | 800~2500 | 5.5 | 12 | ø420x1360 |
| ZKS-6 | 1000~3200 | 5.5 | 12 | ø420*1360 |
| ZKS-7 | 2000~6000 | 7.5 | 17 | ø600*1630 |



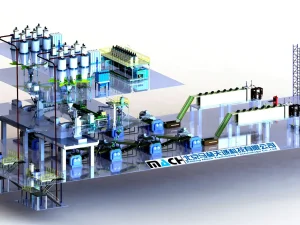
Providing comprehensive powder processing equipment solutions for food, pharmaceutical, and chemical industries: